对“标准时间”进行说明。
为了计算“负荷计划”,需要根据不同产品的“标准工时”。
为了确定“标准工时”,就需要“标准时间”。
另外,“标准时间”也是“基准日程(生产提前期)”的基础数据。
■1。标准时间是指
“标准时间”是指:“是指具有标准熟练度的作业人员,通过一定的设备和作业方法,为了生产出既定品质的产品,付出通常的努力,进行一定工作时的作业时间。”
也就是说,“标准时间”是“标准”的人通过该工序生产产品的“时间”。
■2。标准时间的目的
“标准时间”有以下目的。
(1)决定工作人员一天的公平“工作量”。
(2)用于计算生产所需的作业人员和机械设备等的“必要工时”(负荷)和人数、人员的“配置计划”等。
(3)用于制定“日程计划(生产计划)”的“基准日程(生产领先时间)”的设定。
(4)用于“作业方法”的比较、改善和“生产效率”的测定。
(5)用于工作人员的“工资率”或“工资率决定”的资料。
(6)用于“成本报价”和“销售价格”的决定。
等等。
■3。标准时间的构成
“标准时间”的构成如下。
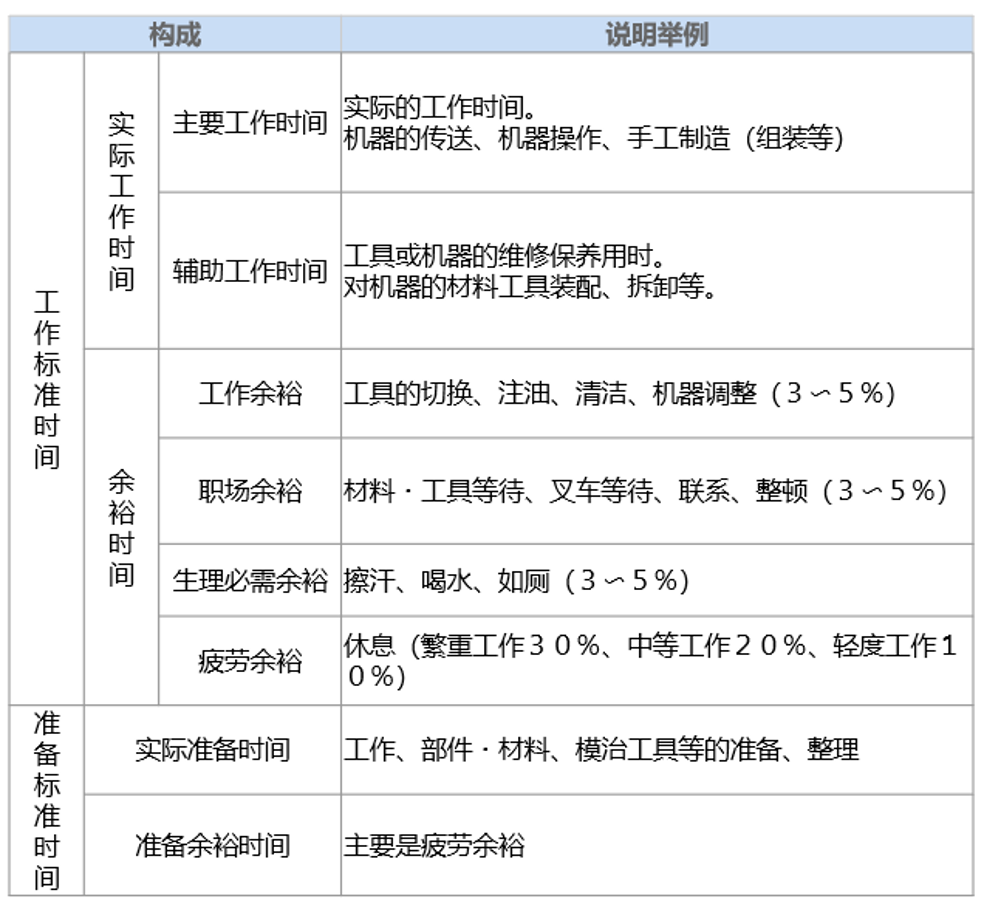
< <说明> >
所谓“余裕时间”,是指由于管理上的缺陷、个人的理由、疲劳等原因导致工作中断而产生的延迟时间。
()内表示一般的“余裕率”。比例。
-“余裕率”的计算方法如下。
余裕率=余裕时间÷净时间
-“标准时间”如下所示。
标准时间=(作业标准时间)+(准备标准时间)
=(实际工作时间)X(1 +余裕率)
“标准时间”的构成与“工程工艺(IE)”的“动作分析”和“时间分析”时的作业分类相同。
■4。实际时间的设定方法
“实际时间”是用什么方法决定的呢?
“实际时间”使用“IE (Industrial Engineering,工程工艺)”的方法。
很久以前就有了。
这是一种分析工厂布局、工序和工人的方法。
其中有“时间分析”的方法。
通过“时间分析”确定工作的“实际时间”有以下两种方法。
4-1。直接测定操作者作业的方法
直接测定操作者作业的方法有以下几种。
(1)直接观测法
这是使用秒表、摄像机等机器,对工作进行“直接观测”,测定时间的方法。
(2)工作取样法
在一定的时间内,在事先随机选择的时间内,对工人和机器的运动进行瞬间观测并记录、统计,以此数据为基础,利用“统计方法”推测工作状态发生的比率。
可以客观地分析“实际工作时间”和“余裕时间”的比例。
4-2。通过事先的实验和经验得到的资料进行组合计算的方法
通过实验和经验得到的资料进行组合计算的方法有以下几种。
(1)PTS法
“PTS法”是“predetemined time standard system”的缩写。
在日语中被称为“既定时间标准法”。
对于构成作业的“基本动作”,规定了“标准时间”。
将这些时间值组合起来,就可以省去“排序”的麻烦。
可以正确地求出各种作业的标准时间。
●代表性的手法是
-WF法(work factor system:工作因素法)
-MTM法(method time measurement system,工作时间测定法)
等等。
所谓“分级”,是指根据工作人员的技能度、努力度、稳定度等进行分级将受影响作业的平均观测时间将工作速度作为100%进行评价。
换算成标准的工作人员水平的工作。
(2)标准资料法
以“时间研究”和“PTS法”等过去测定的数据为基础,制作“按要素作业分类”的“标准时间”。
用这个“标准时间”来计算新作业的“标准时间”。
(3)实绩资料法
通过工作日报等计算实际时间,利用一天的生产量,确定“标准时间”。